


























































































一、服务简介
钢结构探伤检测是利用声、光、磁、电等物理特性,在不损害或不影响被检对象使用性能的前提下,检测钢材内部及表面是否存在缺陷(如裂纹、气孔、夹渣、未焊透等),并对缺陷的大小、位置、性质和数量进行定量评估的技术手段。该技术贯穿钢结构工程全生命周期,从原材料验证、制造过程监控、焊缝无损检测、安装质量检测,到在役结构检测与监测、载荷试验与结构健康评估等环节,能够精准识别隐患,为结构安全评估和维修决策提供科学依据。
二、服务内容
我们提供覆盖钢结构全生命周期的探伤检测,涵盖多种无损检测方法,根据您的构件类型、工况条件和检测需求,灵活选用最佳方案:
超声波探伤(UT)——快速穿透厚板、锻件、铸件,精准定位内部气孔、夹渣、未熔合、裂纹等体积型和面积型缺陷,适合大范围快速筛查。
射线探伤(RT)——通过X射线或γ射线成像,直观显示焊缝内部缺陷的形态、大小和分布,结果可永久存档,尤其适用于重要焊缝的定性定量评定。
磁粉探伤(MT)——专门检测铁磁性材料(如碳钢)表面及近表面的裂纹、发纹等细微缺陷,灵敏度高、操作快捷,是现场检测的首选之一。
渗透探照(PT)——适用于非铁磁性材料(如奥氏体不锈钢、铝合金)表面开口缺陷的检测,通过显像剂放大显示裂纹、针孔等痕迹,操作简单。
涡流探伤(ET)——适合导电材料表面或近表面的微小裂纹、材质分选、涂层厚度测量,无需耦合剂,检测效率高。
衍射时差法超声检测(TOFD)——对焊缝中心区域的未熔合、未焊透及裂纹高度测量极为精准,数据可记录,优于常规UT。
相控阵超声成像检测(PAUT)——通过电子扫查形成实时二维图像,缺陷定位定量更直观,特别适合复杂几何形状或窄间隙焊缝。
三、服务范围
| 构件/部位类型 | 典型对象 |
|---|---|
| 钢结构构件 | H型钢、箱型梁、工字钢、角钢、槽钢、钢管、钢板等 |
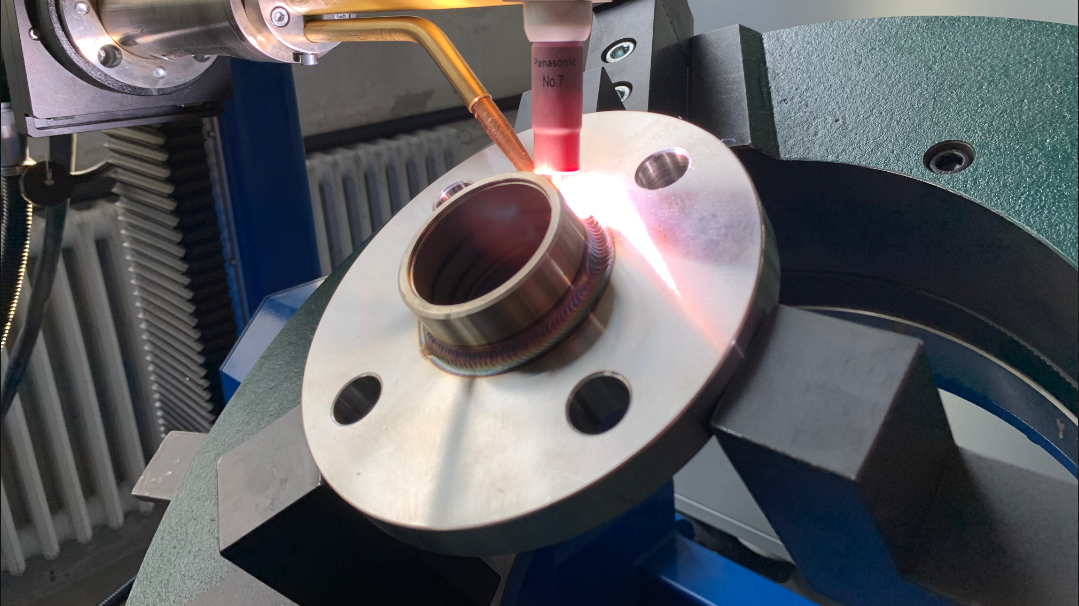
| 焊缝类型 | 对接焊缝、角焊缝、T型接头焊缝、管结构相贯焊缝、钢网架焊接球/螺栓球节点焊缝、现场安装环焊缝等 |
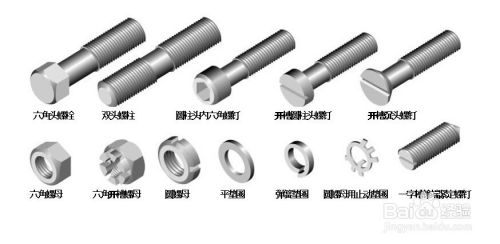
| 连接部位 | 梁柱节点、桁架节点板、支座连接焊缝、高强螺栓连接副、剪力钉焊接等 |
| 典型应用领域 | 高层建筑钢结构、工业厂房、大型桥梁、体育场馆、机场航站楼、压力容器、船舶结构、风力发电塔筒、石油化工管道、起重设备、铁路轨道等 |
四、检测标准(常用)
| 标准号 | 标准名称 | 适用场景 |
|---|---|---|
| GB 50205 | 钢结构工程施工质量验收标准 | 施工验收主控标准,规定焊缝外观及无损检测总体要求 |
| GB/T 11345 | 焊缝无损检测 超声检测 技术、检测等级和评定 | 超声波探伤(UT)的通用方法、灵敏度设定与缺陷评定 |
| GB/T 3323 | 金属熔化焊焊接接头射线照相 | 射线探伤(RT)的透照布置、底片评定与缺陷分级 |
| GB/T 26951 | 焊缝无损检测 磁粉检测 | 磁粉探伤(MT)的工艺流程、灵敏度校验与验收等级 |
| NB/T 47013 | 承压设备无损检测(系列标准) | 压力容器、管道等承压钢结构件的无损检测要求(常用部分) |
| JGJ 82 | 钢结构高强度螺栓连接技术规程 | 高强螺栓终拧扭矩检测方法与合格判定 |
注:如您的项目有特殊要求(如海外项目采用AWS D1.1、ISO标准等),我们也可按相应标准执行,并在报告中注明。
五、我们的优势
资质权威——持有CMA、CNAS等认证,报告具备法律效力与国际互认性
设备先进——配备数字超声、X射线/γ射线、相控阵、TOFD、磁粉、渗透等全系列探伤仪器
团队专业——工程师持证上岗,经验丰富,熟悉各类钢结构检测标准
服务灵活——支持上门、驻场、邮寄送样,全国响应,周期短
经验丰富——累计完成大量建筑、桥梁、能源、交通等领域钢结构检测项目