





























































































实验室一览
预览服务范围
一.业务介绍
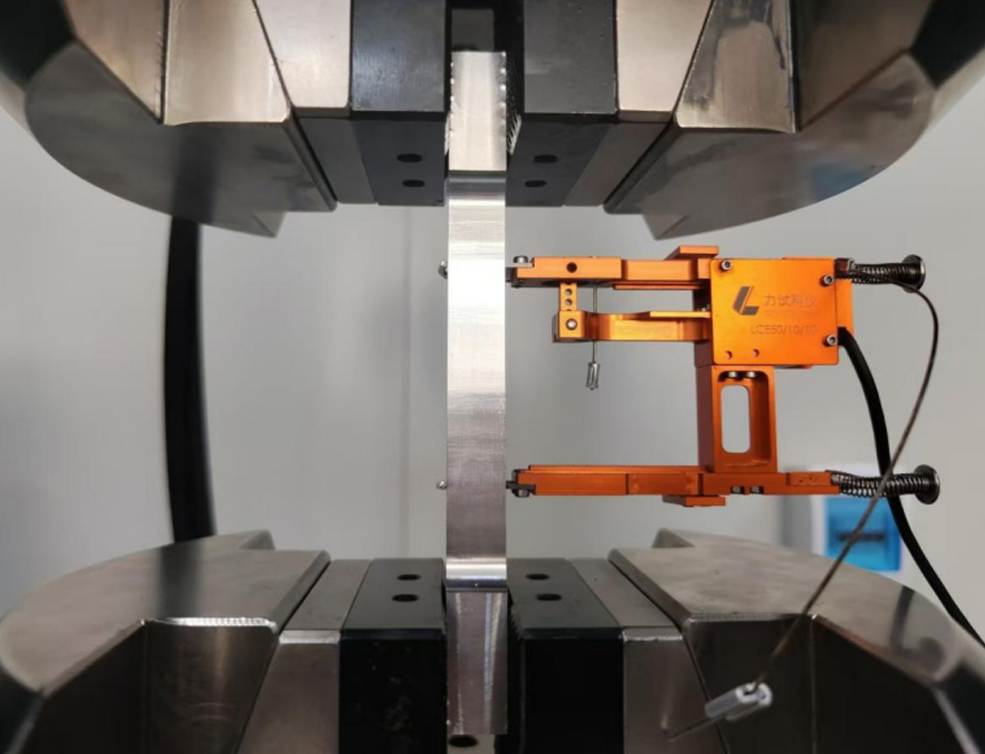
焊缝硬度测试是对焊接接头及其热影响区的硬度进行测量和评估的一项专业检测业务。其主要目的是通过测定焊缝不同区域的硬度值,来判断焊缝的力学性能、组织结构均匀性以及焊接工艺的合理性。硬度值能够间接反映焊缝金属的强度、耐磨性、韧性等性能特点。通过检测可以及时发现焊缝中可能存在的硬度异常区域,如硬度偏高可能导致脆性增加,易产生裂纹;硬度偏低则可能意味着强度不足,影响结构的承载能力。该业务广泛应用于机械制造、建筑、电力、石油化工、航空航天等众多行业,为焊接质量控制、产品质量验收以及设备的安全运行提供重要的技术支持,有助于确保焊接结构在使用过程中的可靠性和稳定性,预防因焊缝硬度问题引发的各种安全事故和质量问题。
二.检测方法
1.布氏硬度试验
原理
以一定大小的载荷 F(一般为 3000kg),把直径为 D(一般为 10mm)的硬质合金球压入被测焊缝表面,保持规定时间后卸除载荷,测量压痕直径 d,根据压痕直径大小来计算布氏硬度值。布氏硬度值与压痕直径成反比,压痕直径越大,布氏硬度值越低。
操作
将焊缝表面打磨平整,使其粗糙度符合试验要求。将试样放置在布氏硬度计的工作台上,调整硬度计,使压头与试样表面垂直并施加规定的载荷,保持时间通常为 10 - 30 秒,然后卸除载荷,用读数显微镜测量压痕直径,根据布氏硬度计算公式或查布氏硬度表得出硬度值。
2.洛氏硬度试验
原理
采用金刚石圆锥体或硬质合金球作为压头,先施加初始试验力 F0(一般为 10kg),使压头与试样表面良好接触,然后再施加主试验力 F1,总试验力 F 为 F0 与 F1 之和。根据压头在主试验力作用下的压入深度来确定洛氏硬度值。不同的洛氏硬度标尺采用不同的总试验力和压头类型,常用的有 HRA、HRB、HRC 等标尺。
操作
同样需将焊缝表面处理平整。将试样稳固放置在洛氏硬度计工作台上,选择合适的洛氏硬度标尺和压头,施加初始试验力,调整硬度计表盘指针至零位,再施加主试验力,保持规定时间后卸除主试验力,从硬度计表盘上直接读取洛氏硬度值。
3.维氏硬度试验
原理
以相对面夹角为 136° 的正四棱锥形金刚石压头,在规定的试验力作用下,压入被测焊缝表面,保持一定时间后卸除试验力,测量压痕对角线长度,根据压痕对角线长度计算维氏硬度值。维氏硬度值与压痕对角线长度的平方成反比。
操作
对焊缝表面进行精细打磨和抛光,保证表面质量。将试样置于维氏硬度计的载物台上,调整硬度计使压头与试样表面垂直,施加合适的试验力,保持时间一般为 10 - 15 秒,卸除试验力后,用硬度计自带的测量装置测量压痕对角线长度,通过公式计算或直接从硬度计软件中得出维氏硬度值。维氏硬度试验适用于测量焊缝及热影响区不同微观区域的硬度,尤其对于薄壁件、小件以及需要精确测量硬度的场合更为适用。
三.检测范围
1.材料类型
钢铁材料焊缝
包括碳素钢、合金钢、不锈钢等各种钢铁材料的焊缝。不同类型的钢铁材料,其焊缝硬度受合金元素、热处理状态等因素影响,通过硬度测试可以评估焊缝的性能和质量。
有色金属材料焊缝
如铝合金、铜合金、钛合金等有色金属的焊缝。这些材料的焊缝硬度测试对于控制焊接工艺参数、保证焊接质量以及满足特定工程应用要求具有重要意义。
2.焊接工艺
常见熔化焊焊缝
手工电弧焊、气体保护焊(如 MIG、MAG、TIG)、埋弧焊等熔化焊工艺所形成的焊缝,都可以进行硬度测试,以评估焊接热循环对焊缝及热影响区硬度的影响。
特殊焊接工艺焊缝
对于一些特殊的焊接工艺,如电子束焊、激光焊等,由于其焊接过程具有高能量密度、快速冷却等特点,焊缝的组织和性能与传统焊接工艺有所不同,硬度测试可以帮助了解这些特殊焊缝的性能特点。
3.应用领域
机械加工行业
各种机械零件的焊接部位,如齿轮、轴类、箱体等的焊缝硬度测试,可确保零件在使用过程中的耐磨性和强度。
建筑与桥梁工程
钢结构建筑中的钢梁、钢柱焊缝,以及桥梁结构中的焊接节点等,通过硬度测试可评估焊缝的质量,保障结构的安全性。
电力与能源领域
发电设备中的锅炉管道、汽轮机叶片焊缝,以及石油化工行业中的油气管线、反应釜焊缝等,硬度测试是保证设备安全运行的重要手段。
航空航天领域
飞机机身结构、发动机部件等的焊缝,对硬度要求严格,硬度测试是确保航空航天产品质量和可靠性的关键环节。