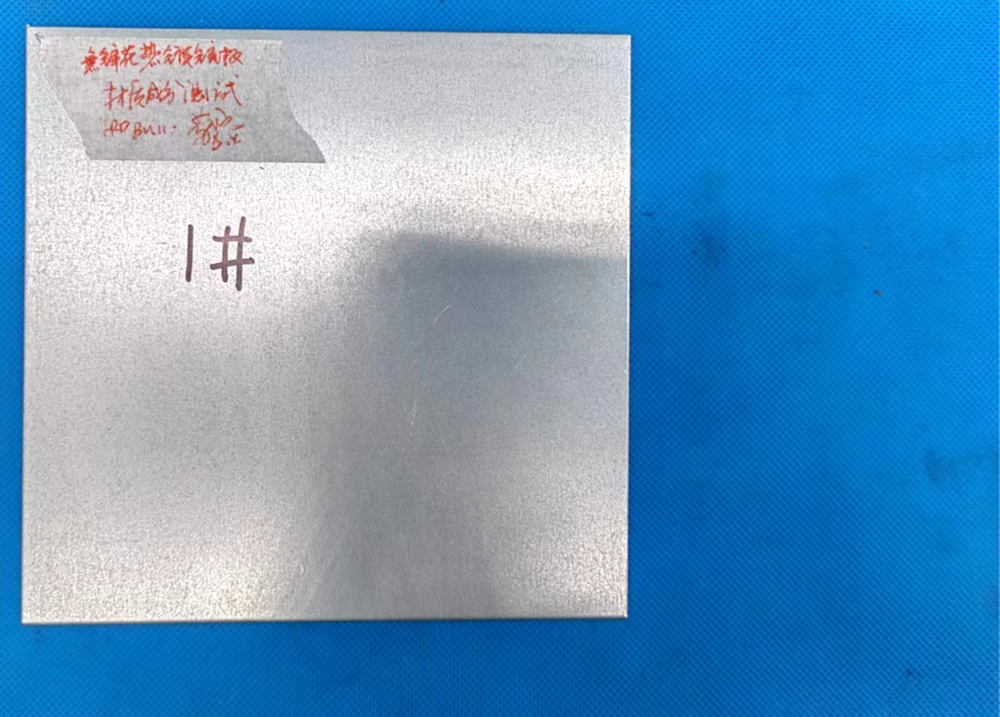















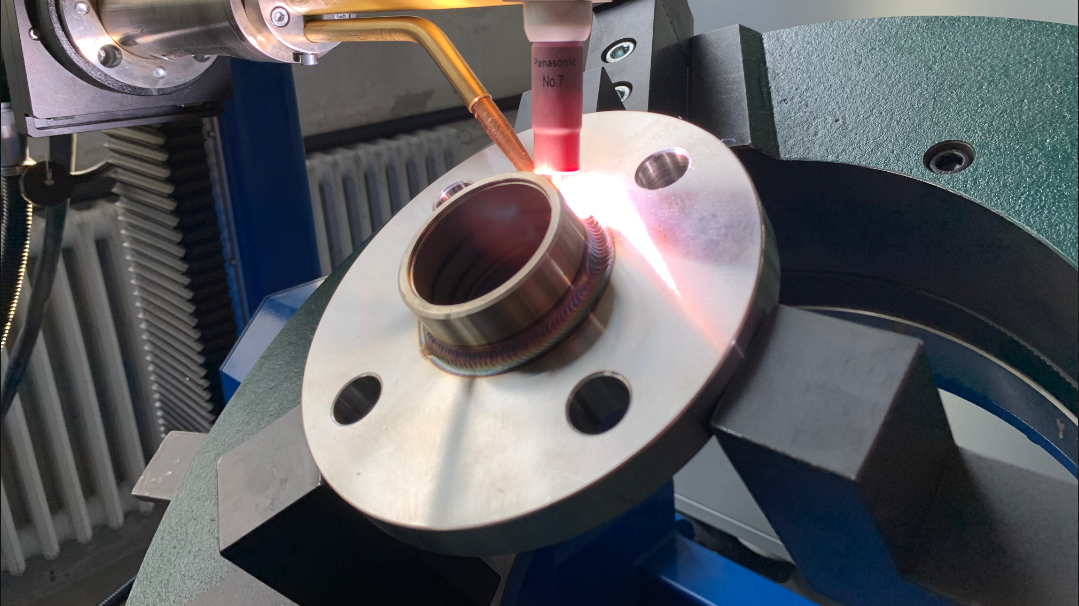














































































一、试样制备与安装
试样加工精度
焊缝应严格垂直于母材板面,交叉角度偏差≤1°。
焊缝尺寸(焊脚、余高)需符合工艺规范,避免因几何不均导致应力集中。
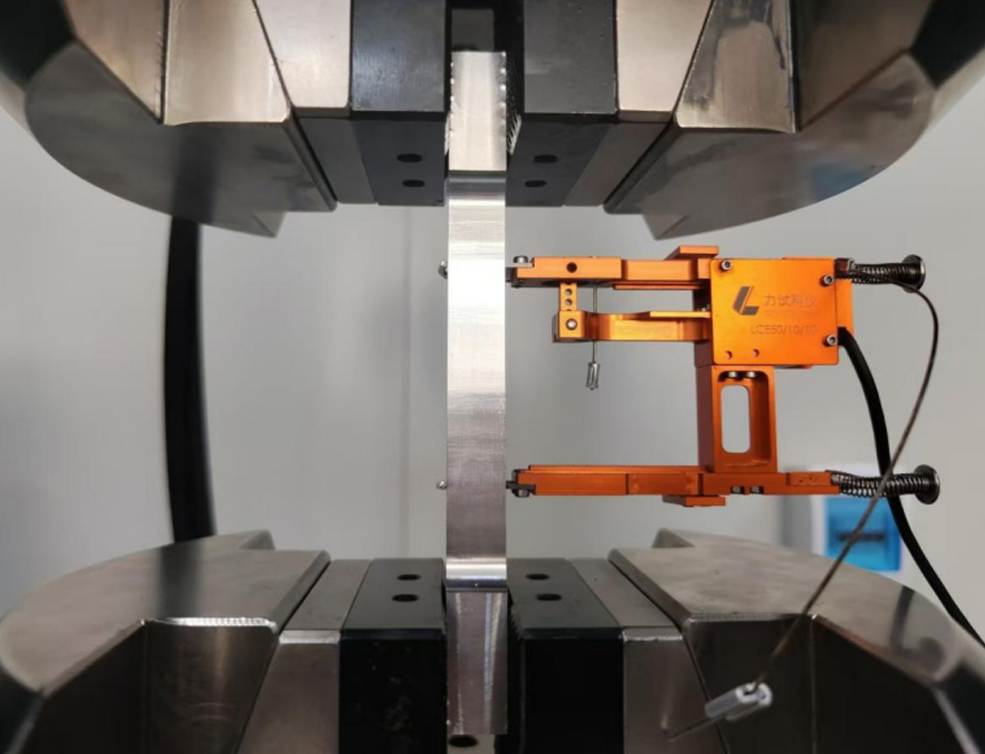
试样对中要求
使用激光对中仪确保十字交叉点与设备加载轴线重合,偏差≤1mm。
夹持端过渡区需加工圆弧(R≥5mm),防止夹持处应力集中引发断裂。
表面处理
焊缝表面打磨至Ra≤3.2μm,清除氧化皮、油污。
标记应变测量区域(如DIC散斑或应变片粘贴位置)。
二、设备与加载控制
设备校准
双向拉力机需分别校准X/Y轴载荷传感器,误差≤±1%FS。
引伸计或应变片需在标定块上验证线性度(如ASTM E83)。
加载参数设置
加载速率:建议1-3mm/min(准静态),过快会导致动态效应影响数据。
加载比例:若模拟实际工况(如X:Y=2:1),需预设力控或位移控比例。
终止条件:载荷下降至峰值的80%或试样完全分离时停止。
同步性控制
确保X/Y轴加载同步(时钟信号校准),避免相位差导致数据错位。
使用高速数据采集系统(≥100Hz采样率)记录载荷-位移曲线。
三、数据采集与误差控制
应变测量
若使用应变片,需补偿温度漂移(贴片区域温度波动≤2℃)。
DIC(数字图像相关)技术需保证光照均匀,避免反光干扰。
异常数据处理
剔除因试样滑动、设备振动导致的突变数据点。
多组试样重复测试(n≥3),计算平均值与标准差。
结果验证
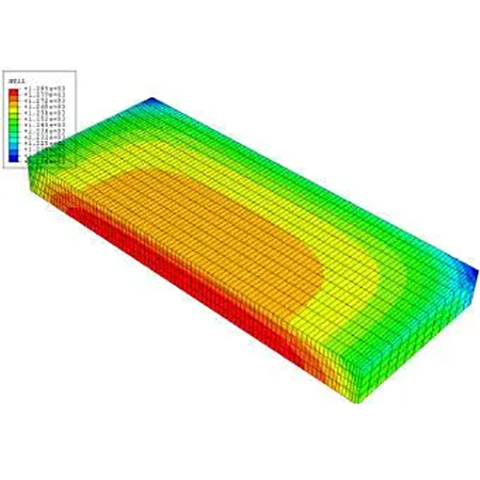
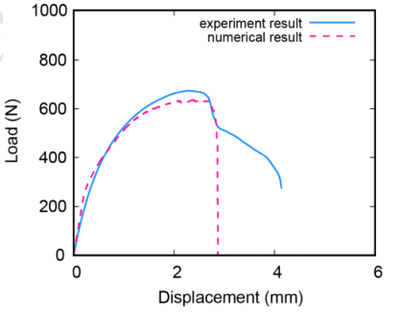
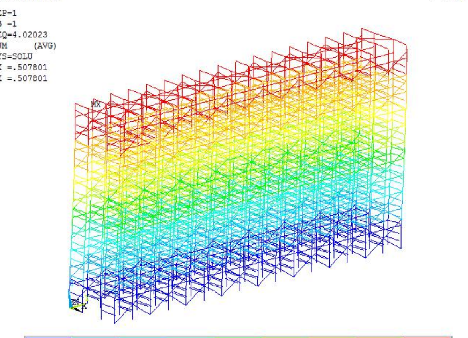
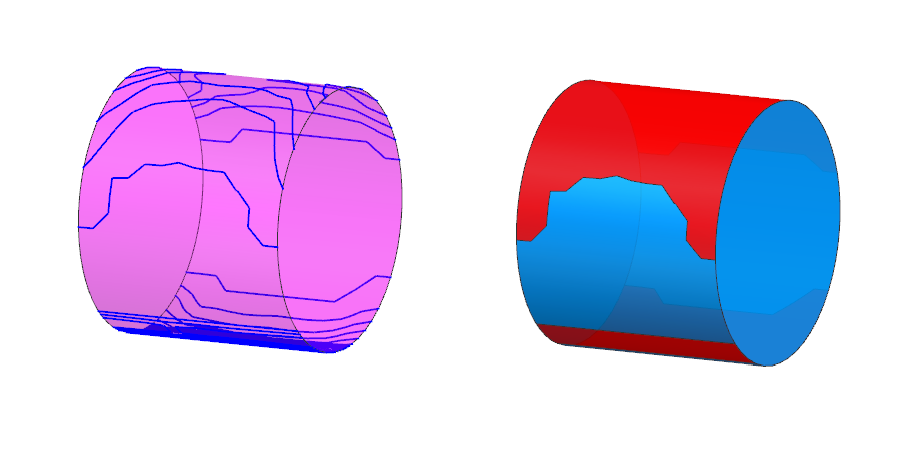
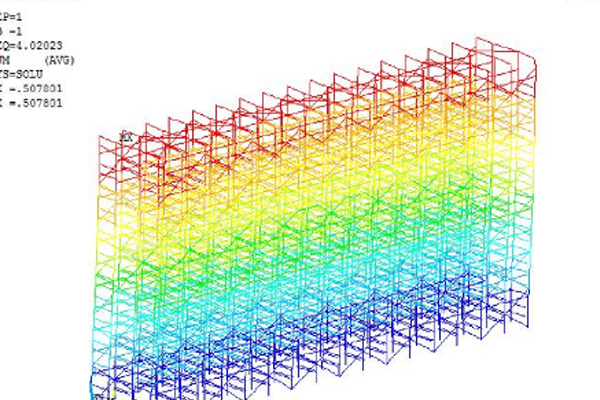
对比理论模拟(如FEA有限元分析)与实际断裂位置,验证实验一致性。
若断裂发生在非预期区域(如夹持端),需重新评估试样设计。
四、安全与操作规范
防护措施
安装防护罩,防止试样断裂时碎片飞溅。
穿戴护目镜、防切割手套,避免接触移动夹具。
设备检查
实验前检查液压管路、传感器连接,避免泄漏或松动。
紧急停止按钮功能测试,确保突发情况快速响应。
环境控制
温度:23±5℃(ISO 6892-1标准),湿度≤70%。
避免强磁场、振动源干扰精密传感器。
五、常见问题与解决方案
| 问题现象 | 可能原因 | 解决措施 |
|---|---|---|
载荷曲线波动大 | 试样未夹紧或对中不良 | 重新夹持,激光对中校准 |
X/Y轴数据不同步 | 控制系统时钟信号不同步 | 校准设备时钟,使用统一触发信号 |
断裂位置偏离焊缝 | 母材存在缺陷或应力集中 | 超声探伤预检,优化试样过渡设计 |
应变片信号漂移 | 温度变化或粘贴不牢 | 使用温度补偿片,重新粘贴应变片 |
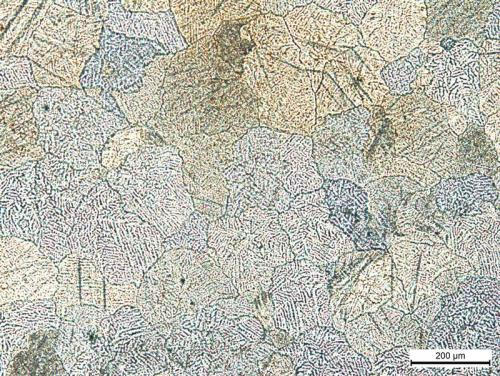
六、实验后处理
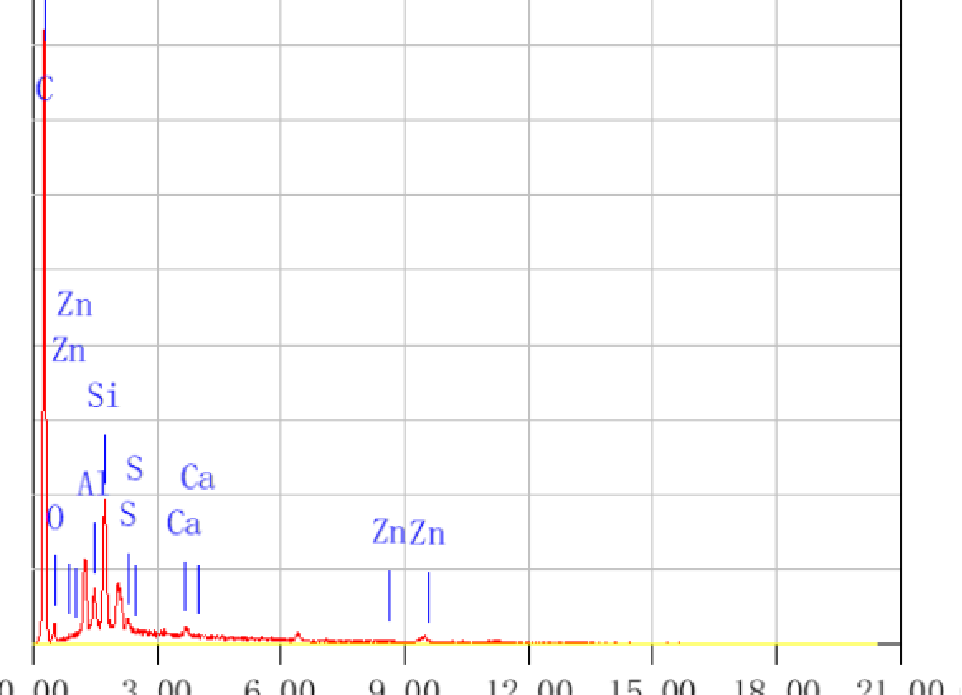
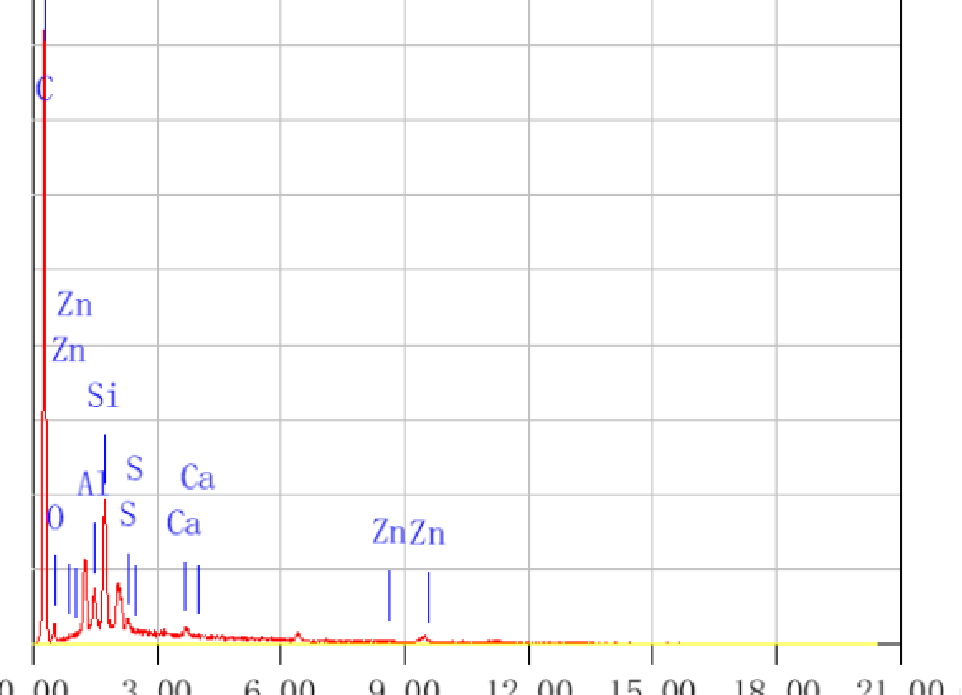
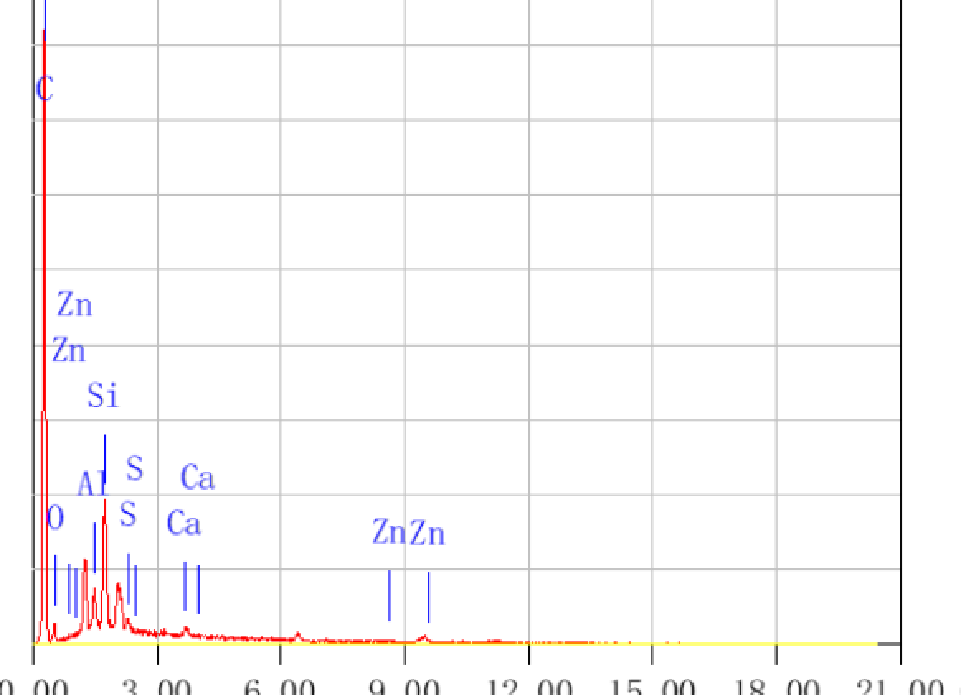
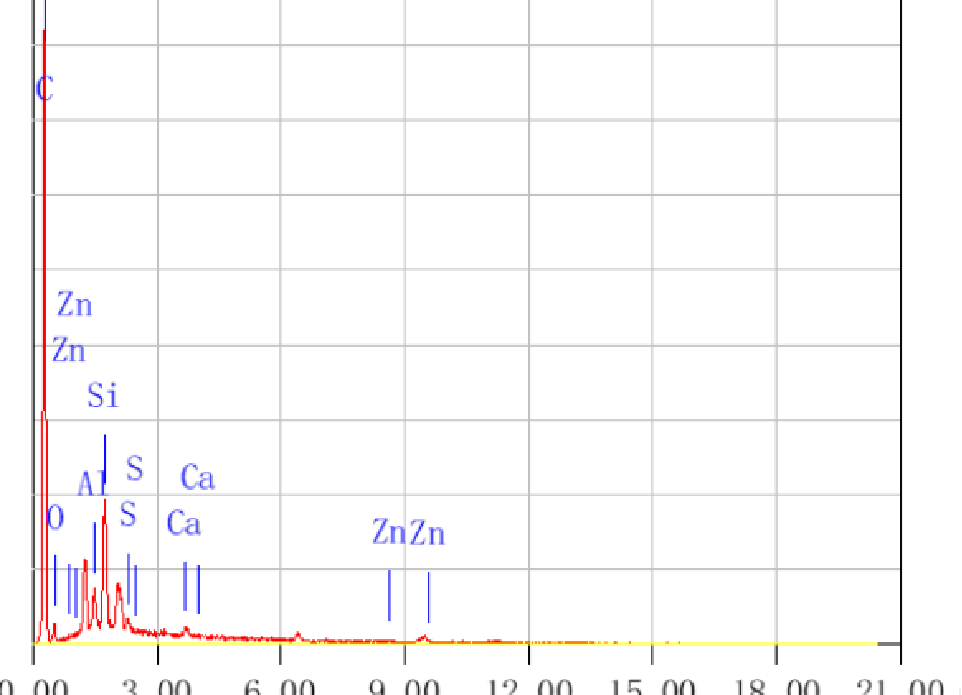
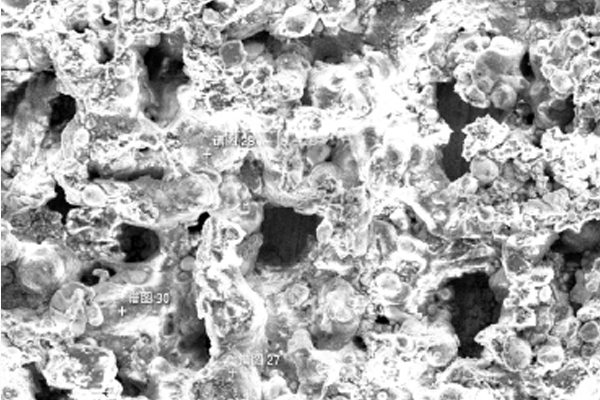
断口分析
拍摄宏观断口照片,标注断裂路径(焊缝/HAZ/母材)。
SEM微观分析断口形貌(韧窝、解理、疲劳条纹)。
报告编写
包含试样参数、加载条件、原始数据及分析结论。
对比行业标准(如AWS D1.1、ISO 4136)判定合格性。