




























































































一、试样制备注意事项
尺寸精度
剪切面平行度:两侧剪切面平行度偏差≤0.02mm(如ASTM B831要求)。
厚度均匀性:厚度公差±5%(如板材剪切试样厚度2mm,偏差≤0.1mm)。
加工质量
表面处理:剪切区域打磨至Ra≤1.6μm,避免毛刺导致应力集中。
边缘倒角:剪切端面加工R0.2mm圆角,防止裂纹萌生。
方向控制
各向异性材料(如轧制金属、纤维复合材料)需标明剪切方向(如平行/垂直轧制方向)。
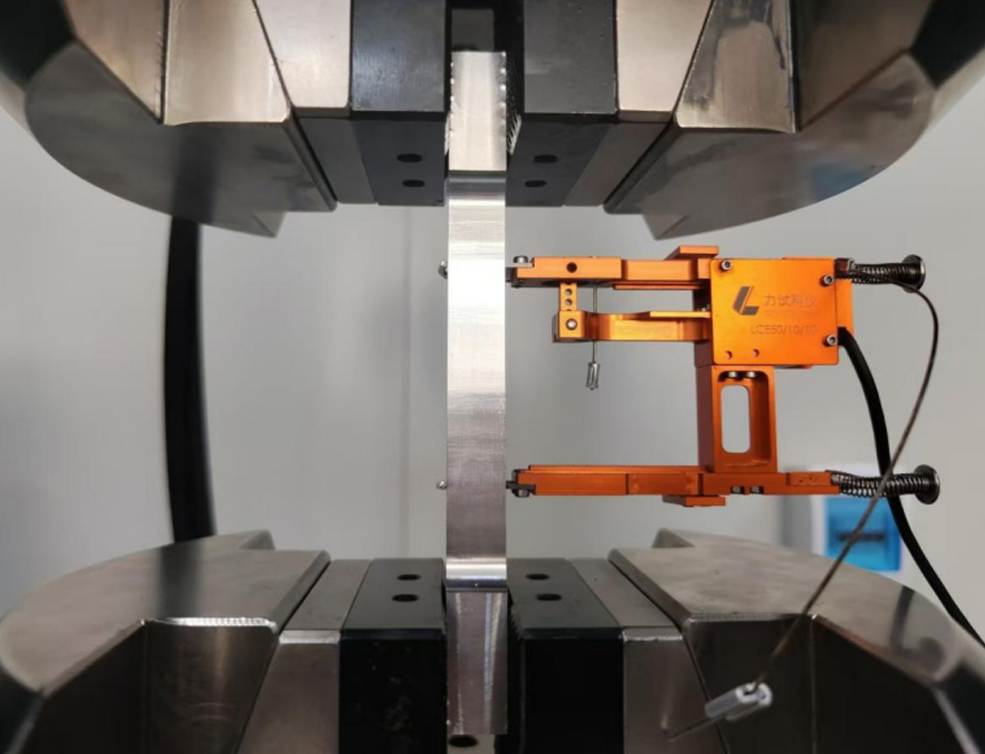
二、设备与参数设置
| 项目 | 要求 | 标准参考 |
|---|---|---|
| 夹具选择 | 匹配试样形状(单剪/双剪夹具) | ISO 7961(双剪试验) |
| 加载速率 | 1-5 mm/min(准静态,避免动态效应) | ASTM D5379(复合材料) |
| 对中校准 | 激光对中仪确保加载轴线与剪切面重合 | 偏差≤1%试样宽度 |
| 传感器校准 | 力传感器精度±1%,定期标定(每6个月) | ISO 7500-1 |
三、操作流程关键点
试样安装
双剪试验中,中间板与两侧板间隙均匀(塞尺检查,间隙≤0.05mm)。
单剪试验使用防滑齿形夹具,夹持力≥2倍最大剪切载荷。
预加载与归零
预加载至5%预期最大载荷,消除间隙后位移归零。
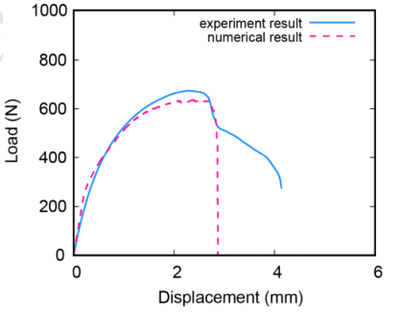
数据采集
实时记录载荷-位移曲线,捕捉屈服点、峰值载荷及断裂点。
同步拍摄高速影像(可选),分析剪切变形过程。
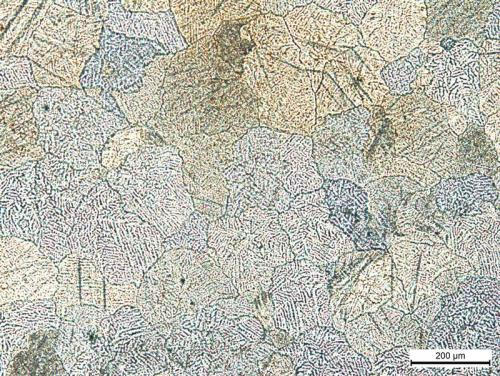
四、失效模式与数据分析
| 失效类型 | 特征 | 计算参数 |
|---|---|---|
| 剪切断裂 | 断口平整,沿剪切面分离 | 剪切强度 |
| 基体变形 | 剪切区外材料塑性变形 | 需检查试样尺寸是否达标 |
| 界面剥离 | 镀层或粘接层脱离基体 | 结合强度分析(如ASTM D1002) |
公式:
剪切强度
(:剪切面积,双剪试验为2倍单侧面积)
五、常见问题与解决方案
| 问题 | 原因 | 解决措施 |
|---|---|---|
| 载荷曲线波动大 | 试样滑动或夹具松动 | 增加夹持力,使用防滑垫片 |
| 断裂位置偏离剪切面 | 试样加工偏心或加载不对中 | 激光对中校准,重新加工试样 |
| 数据重复性差 | 环境温湿度波动或速率不稳 | 控制实验室条件(23±2℃,50%RH) |
六、安全与规范
防护措施:
佩戴护目镜,设置防护罩,防止碎片飞溅。
试验前检查液压管路,避免泄漏。
标准遵循:
金属材料:ASTM B831、ISO 7961
复合材料:ASTM D5379、ISO 14130
粘接接头:ASTM D1002、GB/T 7124
七、案例:铝合金铆钉双剪试验
试样:直径6mm铆钉,双剪配置。
参数:加载速率2mm/min,室温环境。
结果:
最大剪切力
剪切强度
失效模式:铆钉剪切断裂,断口呈45°剪切唇。
u